
我们的生产DN1600螺旋钢管_优质厂家视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:生产DN1600螺旋钢管_优质厂家的图文介绍

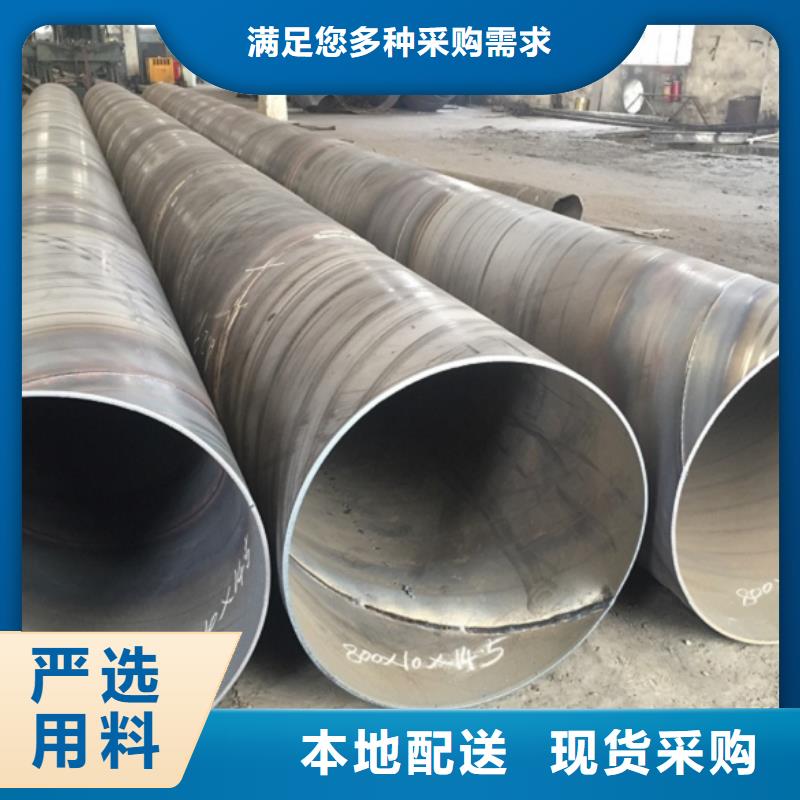
螺旋管生产工艺分析:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、宜春奉新附近剪边、宜春奉新同城刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
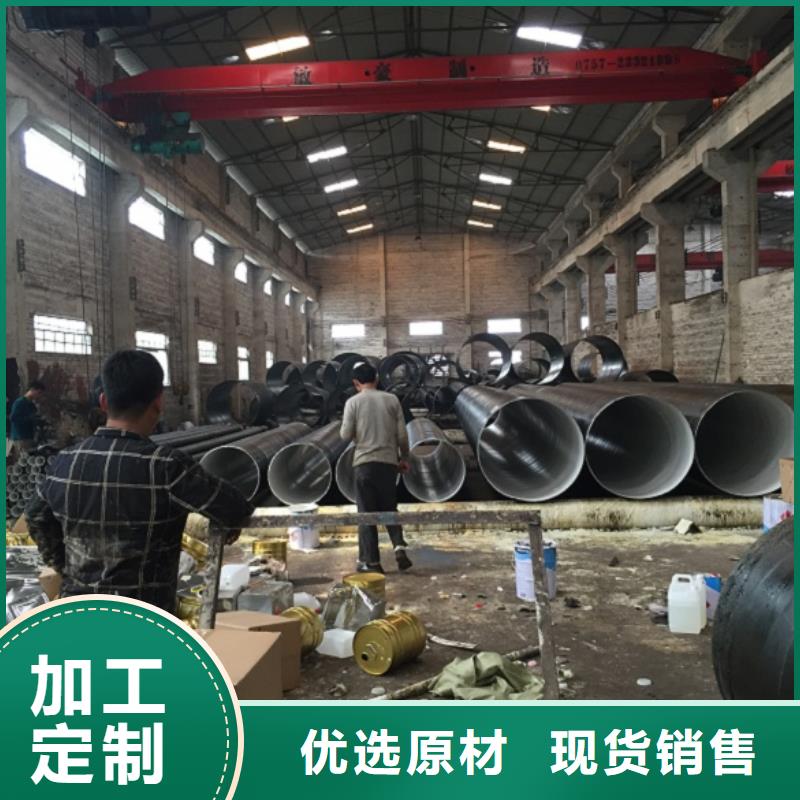
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。


螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。



螺旋管在生产后或购买后会有一定的存储时间。 那么,如何存储螺旋线以确保稳定性呢?
1.保持螺旋钢管产品的表面或仓库清洁,并远离产生有害气体或粉尘的工厂和矿山。 应从现场杂草和所有杂物,以保持钢材清洁。
2.请勿在仓库中堆放腐蚀性材料,例如酸,碱,盐或水泥。 不同类型的钢应分开堆放,以防止混淆和防止接触腐蚀。
3.中小型钢管,钢丝,中径钢管,钢丝,钢丝和钢丝绳等可以存放在通风良好的棚内,但须放在下面。
4.某些小钢,薄钢,钢,硅钢,小直径或薄壁钢,各种冷轧和冷拔钢产品以及高价,腐蚀性金属产品都可以存储在仓库中。
5.大型钢,铁轨,侮辱钢,大口径钢管,锻件等可以露天堆放。


多年来,聚力群达金属材料(奉新县分公司)始终坚持 热镀锌圆管产品质量的高标准和严要求,按照价实求生存、质量求发展的企业原则,重合同、守信用、讲诚信,结合先进的工艺技术和测试手段,求精求益求质量,赢得了许多的 热镀锌圆管回头客,深得各界的信赖和支持.


